Производство керамической плитки

Современное производство керамической плитки – это не только практически полностью автоматизированное оборудование, но и тщательно отработанный технологический процесс. В него входят следующие этапы:
- Для производства требуется большое количество глины. Не случайно поэтому фабрики по производству керамической плитки зачастую строятся в непосредственной вблизи от карьеров, где добывают глину нужного химического состава.
- На производстве глину подвергают технологической обработке, которая включает смешивание глины с другими необходимыми компонентами, а так же измельчение, смешивание и увлажнение до необходимой консистенции. В итоге необходимо получить керамическую массу с определенными характеристиками. Достигается это разными способами. Полусухой способ предполагает прессование порошкообразной массы в специальных формах. Пластический способ предполагает перемешивание измельченной под давлением глины в глиносмесителе с другими добавками в однородную массу. Мокрый способ предполагает смешивание глины с водой в пропорции 4:6, тщательного перемешивания и подачу в специальные резервуары.
- Формовка готовых плиток может быть осуществлена одним из двух способов. Прессование – глина в порошкообразном состоянии сдавливается прессом с двух сторон до получения окончательной формы. Экструзия – глина в виде теста выдавливается через экструдер со специальной насадкой в виде ленты, которая затем нарезается. Прессованием можно получить только плоскую плитку. Метод экструзии позволяет выпускать плитку любых необходимых форм и размеров.
- Сушка – следующий производственный этап. Цель сушки – удалить воду из тела плитки. От правильности выполнения сушки напрямую зависит качество готового изделия. Сушат плитку в специальных сушильных камерах при интенсивной подаче горячего воздуха.
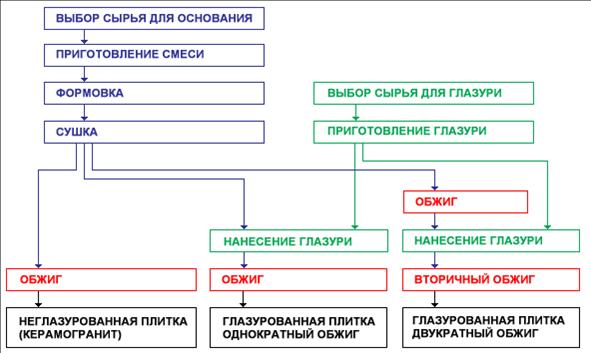
- Глазурование может осуществляться десятками способов. Во многом на выбор способа влияет размер плитки, рисунок, цвет. Глазурь спекается на поверхности плитки и образует прочное стекловидное тело, практически не имеющее пор и устойчивое к любым воздействиям. Рисунок на плитку может наноситься до ее обжига, в процессе, и после обжига.
- Обжиг плитки в зависимости от химического состава сырья осуществляется при температурах от 900 до 1250 градусов. При этом керамогранит обжигается при самой высокой температуре 1300 градусов. Обжиг может быть одинарным, когда глазурь сразу наносится на тело плитки, либо двойным, когда сначала обжигают плитку, а затем нанесенную на нее глазурь.
- Сортировка необходима для отсеивания брака и калибровки готовой плитки. На участке дефектоскопии каждую плитку прокатывают на специальном станке, воздействующем на нее с определенной нагрузкой. Бракованная плитка не выдерживает этой нагрузки и ломается. Отсеиваются все дефекты окраски, тональности, изъяны поверхности и т.д. После сортировки плитка упаковывается и отправляется на склад.
Похожие материалы
-
 Клей для керамической плитки: разновидности
Клей для керамической плитки: разновидности
Сегодня всю большую и разнообразную категорию клеев для керамической плитки принято в соответствии с международным стандартом подразделять на пять самостоятельных подкатегорий:...
-
 Облицовка стен керамической плиткой
Облицовка стен керамической плиткой
Для облицовки стен подходит керамическая глазурованная плитка с глянцевой и матовой поверхностью. Перед укладкой стены необходимо тщательно подготовить. Плитка капризный материал и весьма требовательна к ровности основания. Причем, чем...
-
 Плитка керамическая
Плитка керамическая
Современная керамическая плитка, которую мы можем использовать для украшения стен ванной и полов в кухне, а так же для облицовки фасадов, не может не восхищать своими свойствами. Ей не страшны ни влажность, ни время. А между тем плитка...